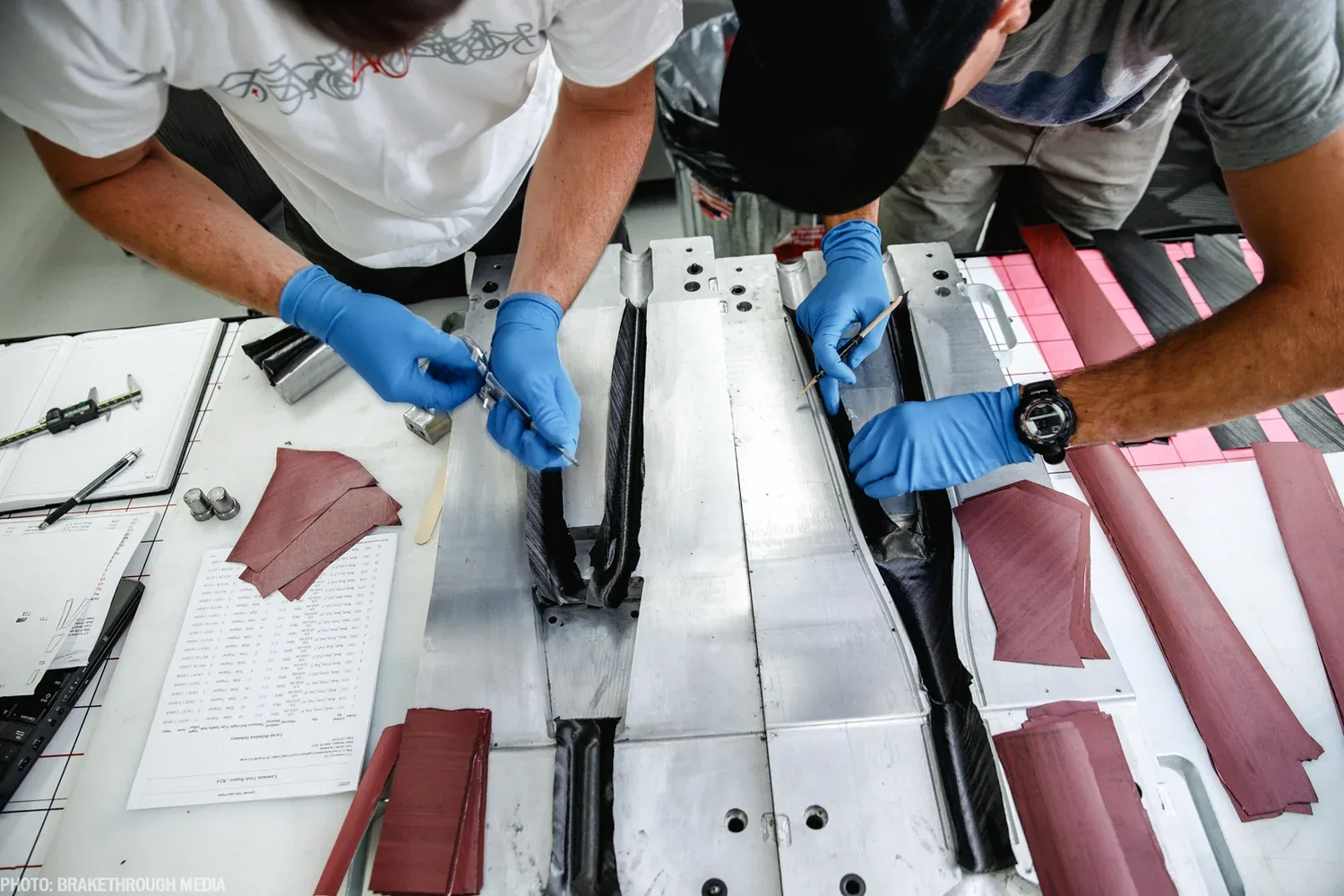
Composite Manufacturing & Design
I designed and built structural carbon parts end to end: tooling, layup, cure time and temp. We treated composites as something you can analyze and optimize from first principles, not just lay up and hope — but sometimes that accuracy eludes you.
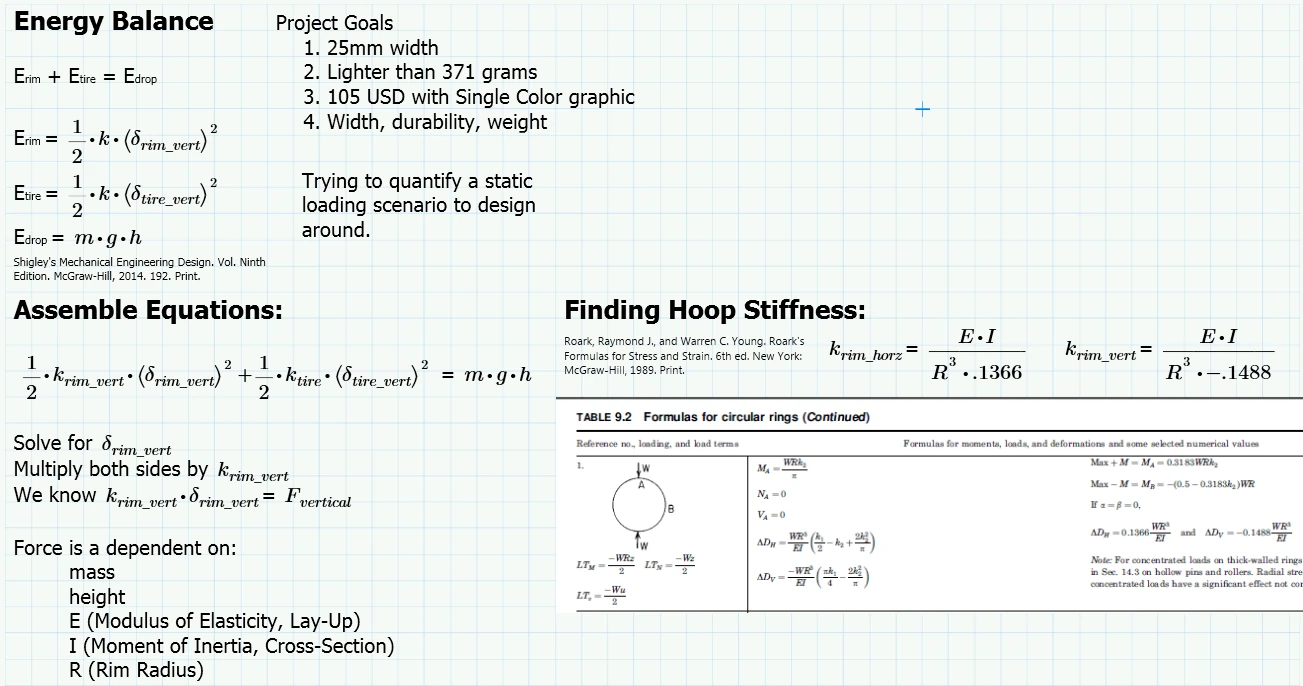
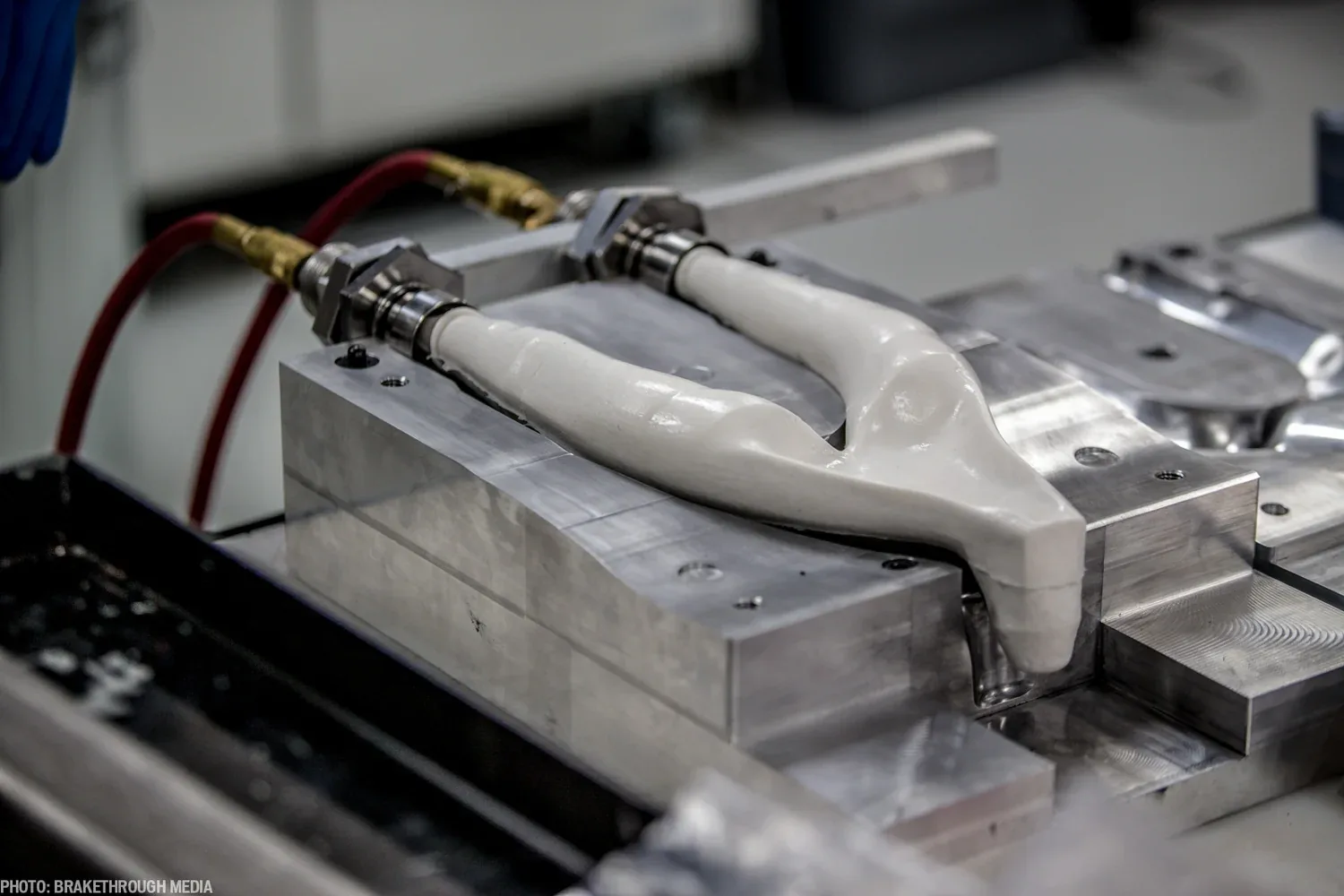
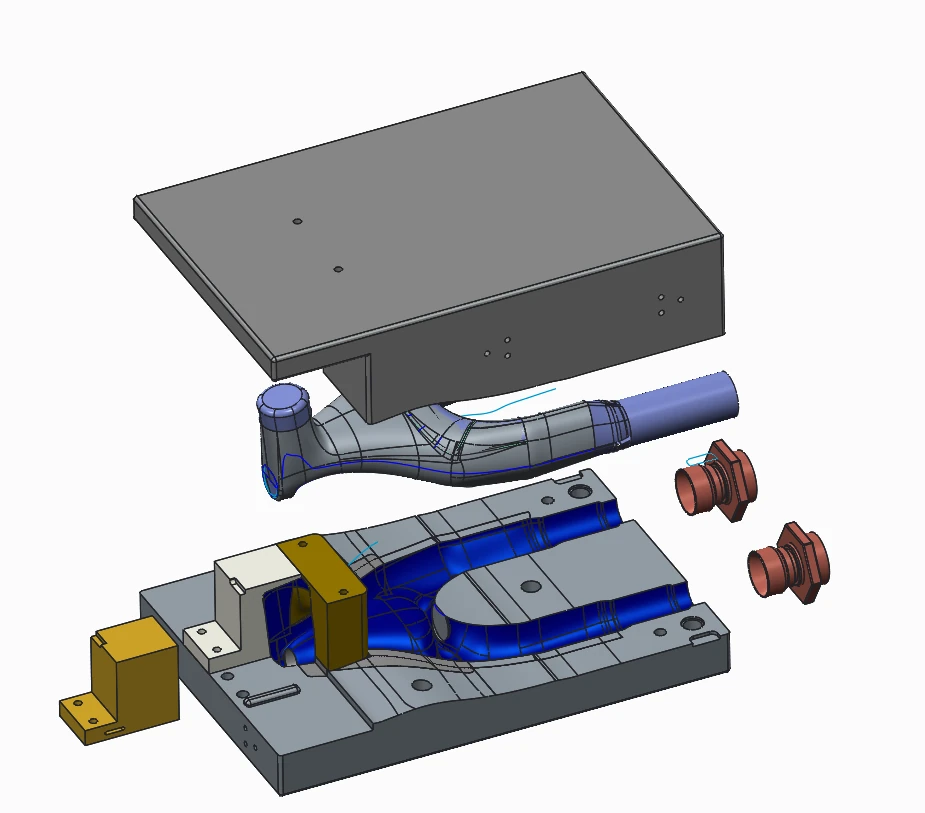
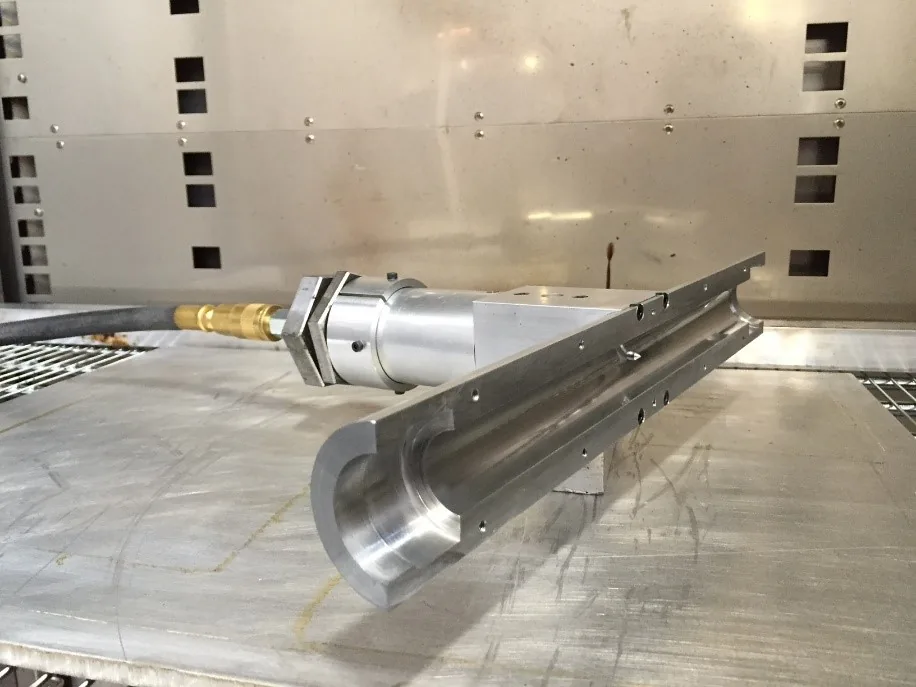
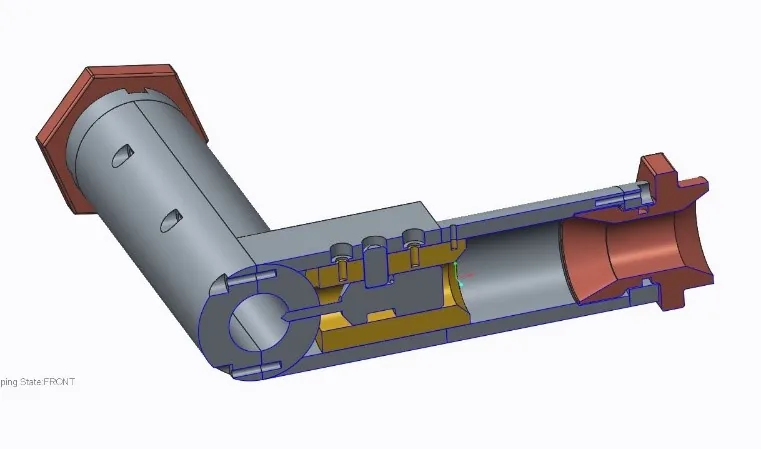
Starting from napkin sketches and moving to 3D CAD, the goal each time was a structurally sound, functioning prototype. To get there quickly, we developed an in-house process for fabricating silicone mandrels to prototype hollow composite structures — the tooling that lets a one-off carbon part exist at all. I designed the wheelset and seatpost for the EPIC model family, taking a first-principles approach to validate different cross-sections that maximized impact resistance while minimizing mass.



One process innovation: improving the shear-out resistance of composite joints by piercing holes during the minimum-viscosity point of the cure cycle — when the resin is fluid enough to flow around the fibers rather than cutting through them, leaving a far stronger hole.
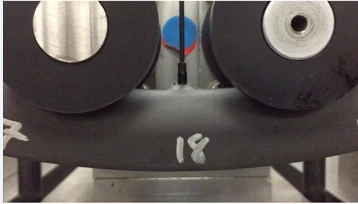
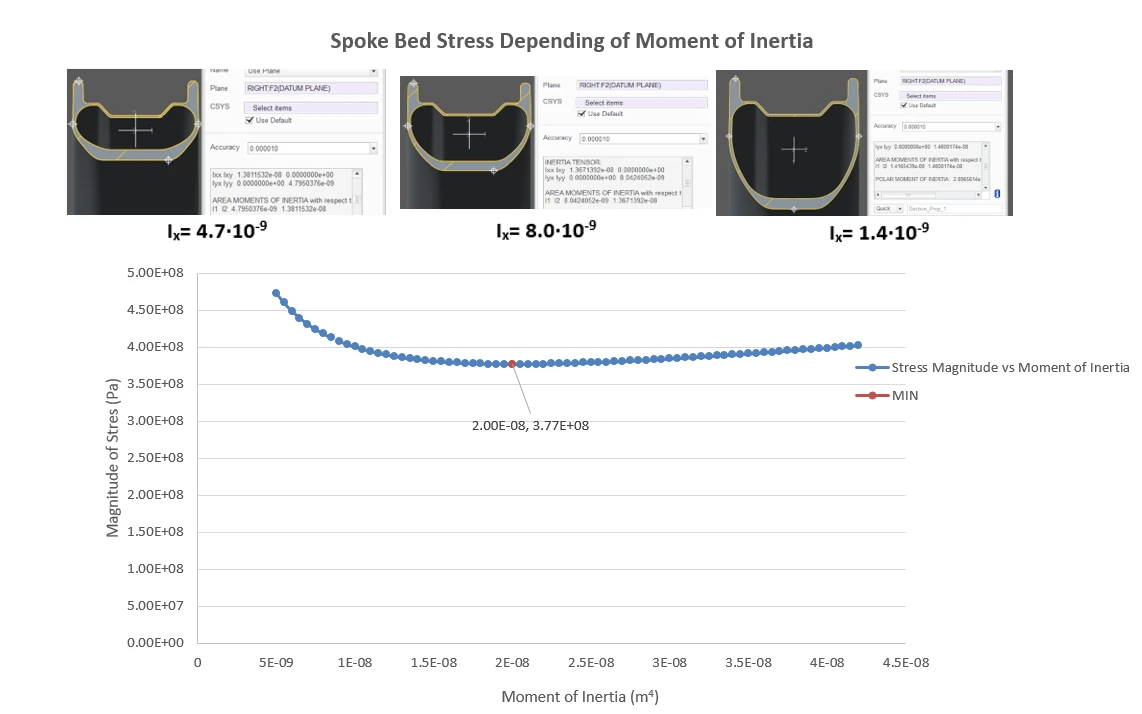
During impact testing, the spoke bed on the previous-generation Control SL failed under a compressive stress. Rather than simply adding material, I ran a design study: varying the cross-section height across a realistic range revealed a minimum stress at an ideal geometry, driving higher impact-energy tolerance without a mass penalty.